In the realm of modern heat treatment and industrial heating, the radiant tube serves as a core component of heat exchange; its performance directly determines the energy efficiency and product quality of the entire production line. Leveraging its deep-rooted manufacturing heritage, Jiangsu Huaye Technology Co., Ltd. combines complex metallurgical principles with precision machining processes to provide global industrial clients with radiant tube solutions that are highly tailored to their specific operating conditions.
I. Functional Definition and Physical Characteristics of Radiant Tubes
The primary function of a radiant tube is to transfer energy generated by a heat source—whether gas combustion or electric heating elements—to the object being heated, all while maintaining a completely sealed environment. This design achieves a physical isolation between the combustion byproducts (or electric heating elements) and the furnace atmosphere, serving as the fundamental basis for controlled-atmosphere heat treatment processes.
Atmosphere Protection Mechanism: The radiant tube is fundamentally designed to prevent combustion exhaust gases from causing adverse effects—such as oxidation or decarburization—on the workpieces inside the furnace. This is critical for the heat treatment of precision components.
Thermal Stress Balance: High-performance radiant tubes must maintain structural stability amidst drastic temperature fluctuations. Through precise control of wall thickness and tube diameter design, the risk of thermal fatigue can be significantly mitigated.
Energy Transfer Efficiency: The emissivity of the tube material is a key metric for evaluating the quality of a radiant tube. Materials with high emissivity ensure that thermal energy is transferred more efficiently in the form of electromagnetic waves.
II. Primary Structural Configurations of Radiant Tubes
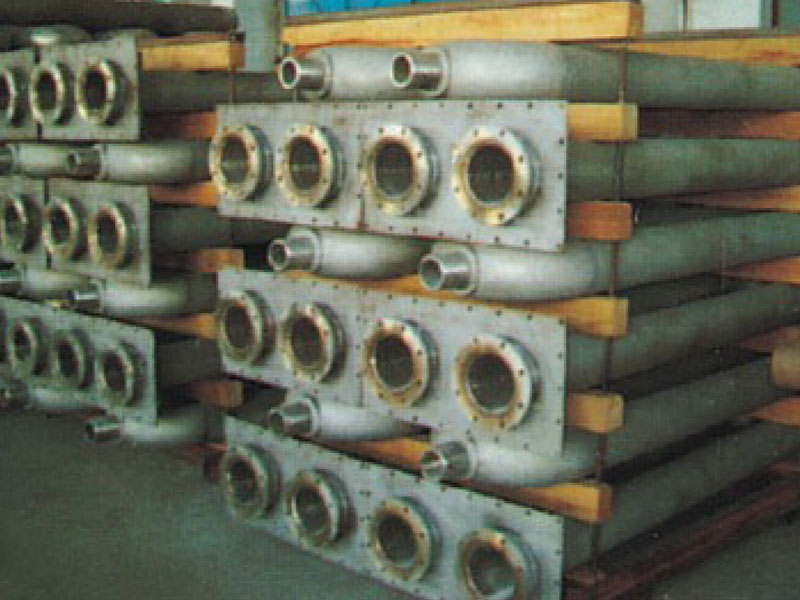
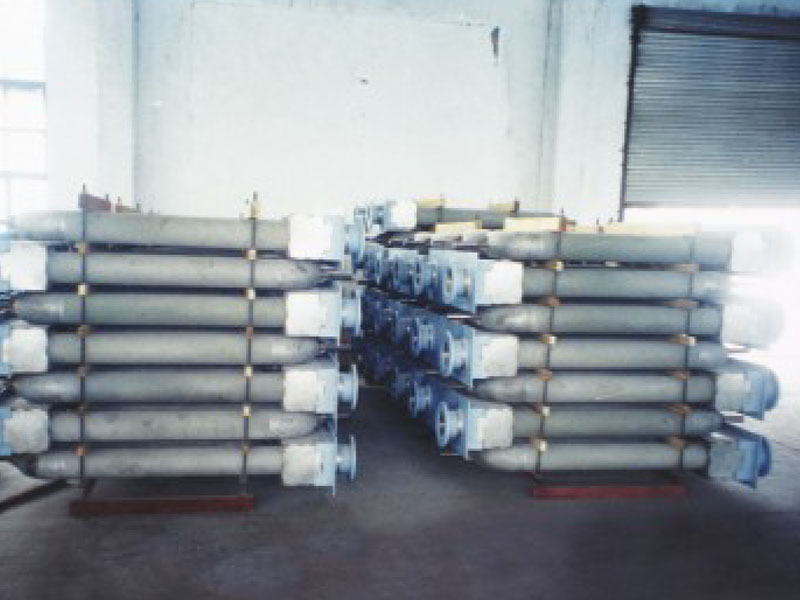
To accommodate varying furnace geometries and heating requirements, radiant tubes are available in a diverse array of geometric configurations, each designed to optimize heat flux distribution.
I-Type (Straight-Through): The simplest structural form, typically utilized in smaller heating units or for heating workpieces installed in a vertical orientation.
U-Type: Consists of two straight tubes connected by a U-shaped bend. This design increases the heat exchange surface area while allowing the tubing to undergo a certain degree of free thermal expansion and contraction when heated, thereby minimizing stress-induced damage to the furnace walls.
W-Type and Multi-Pass Types: These designs significantly extend the travel path of the high-temperature gas flow within the tube, elevating thermal utilization efficiency to a higher level; they are frequently employed in large-scale continuous annealing furnaces.
P-Type (Single-Ended Balanced Type): Integrates both combustion and exhaust functions into a single unit, offering ease of installation and exceptional performance in compensating for thermal expansion.
III. The Manufacturing Philosophy of Jiangsu Huaye Technology Co., Ltd.
Jiangsu Huaye Technology Co., Ltd. consistently places engineering drawings at the core of its operations, translating client specifications into precise manufacturing parameters. During the processing of radiant tubes, particular emphasis is placed on the following key steps:
Precision Centrifugal Casting and Welding: We utilize centrifugal casting technology to ensure the structural density and compositional uniformity of the tube walls. In the welding phase, we adhere to rigorous non-destructive testing standards to guarantee that every weld seam can withstand the rigors of prolonged high-temperature operation.
Specification Compatibility: The dimensions and flange interfaces of every set of radiant tubes strictly adhere to the original design specifications, ensuring a seamless fit during both replacement and new installation processes.
Surface Treatment Processes: Through specialized surface pre-treatments, we enhance the oxidation resistance of the tube surfaces, thereby extending their service life in high-temperature, corrosive environments.
IV. Overview of Radiant Tube Technical Parameter Comparisons
The table below outlines the key technical considerations for radiant tubes under various operating conditions, designed to assist engineers in selecting the optimal solution based on their specific requirements.
| Evaluation Dimension |
Gas-Fired Radiant Tubes |
Electric Radiant Tubes |
Key Consideration Factors |
| Heat Source |
Natural Gas / LPG |
Alloy Resistance Wire / Ceramic Heating Elements |
Energy cost vs. Temperature control precision |
| Temperature Distribution |
Subject to axial temperature gradients |
Relatively uniform heat flux |
Requirements for furnace temperature uniformity |
| Sealing Requirements |
Requires burners and exhaust interface |
High-strength insulation terminals required |
Integrity of protective atmosphere |
| Maintenance Frequency |
Periodic carbon deposit removal needed |
Routine electrical connection inspections |
Long-term operational reliability |
| Material Requirements |
Resistance to erosion and high-temp corrosion |
Resistance to creep and high-temp oxidation |
Thermal fatigue life of materials |
V. Frequently Asked Questions (FAQ)
Q1: Why is the design of the radiant tube wall thickness so critical?
The wall thickness of a radiant tube affects not only material costs but also directly influences the speed of thermal response and the structural mechanical strength. If the wall is too thick, thermal resistance increases, leading to a lag in thermal response; conversely, if it is too thin, the tube becomes prone to deformation or burn-through under high-temperature conditions. Jiangsu Huaye Technology Co., Ltd performs precise calculations during the design phase, taking into account actual operating temperatures and mechanical loads.
Q2: How can one determine if a radiant tube requires replacement?
Key indicators for replacement include: visible signs of oxidation scaling or cracks on the tube surface; bending or deformation of the tube wall that is discernible to the naked eye; and anomalies detected during furnace atmosphere monitoring (which may suggest tube damage leading to gas leakage).
Q3: What advantages does centrifugal casting offer over plate rolling and welding in the manufacturing of radiant tubes?
Centrifugal casting produces a more uniform equiaxed grain structure and eliminates the internal stresses typically generated during the plate forming process. In continuous high-temperature operating environments, centrifugally cast tubes demonstrate superior creep resistance and offer a significantly longer service life.
Q4: Does the installation orientation of a radiant tube affect its performance?
Yes, it does. Vertical installation generally offers greater tolerance for thermal expansion, whereas horizontal installation requires careful consideration regarding the placement of support structures to prevent permanent sagging or deformation of the tube body under its own weight at high temperatures.
Q5: How does Jiangsu Huaye Technology Co., Ltd ensure the accuracy of custom-engineered, non-standard products?
Our engineering team possesses extensive experience serving a wide range of industries. At the inception of every project, we conduct a rigorous, in-depth review of every specification sheet provided by the client to ensure that our manufacturing processes can precisely replicate the physical properties and geometric tolerances stipulated in the technical drawings.
VI. Conclusion
The radiant tube serves not merely as the core component of an industrial furnace, but also as the ultimate guarantor of heat treatment quality. Leveraging our precision manufacturing capabilities, Jiangsu Huaye Technology Co., Ltd transforms high-quality raw materials into exceptional industrial components. Whether facing complex process requirements or demanding operating environments, we remain steadfast in our commitment to providing clients with radiant tube products that are stable, efficient, and exceptionally durable—thereby empowering the global manufacturing sector's transformation and upgrading through the power of precision engineering.
 No. 308, Gongxin Road, Industrial Park, Dongxing Town, Jingjiang City, Jiangsu Province, China
No. 308, Gongxin Road, Industrial Park, Dongxing Town, Jingjiang City, Jiangsu Province, China jshuayekeji@163.com/ alex@cnboaoxcl.com
jshuayekeji@163.com/ alex@cnboaoxcl.com English
English Español
Español русский
русский 中文简体
中文简体